Component selection
As this is a Mitochondrik-based device, the critical components to select are the power transistors, the current shunts, and the buffer capacitors.
Transistors
The search criteria for the transistors are:
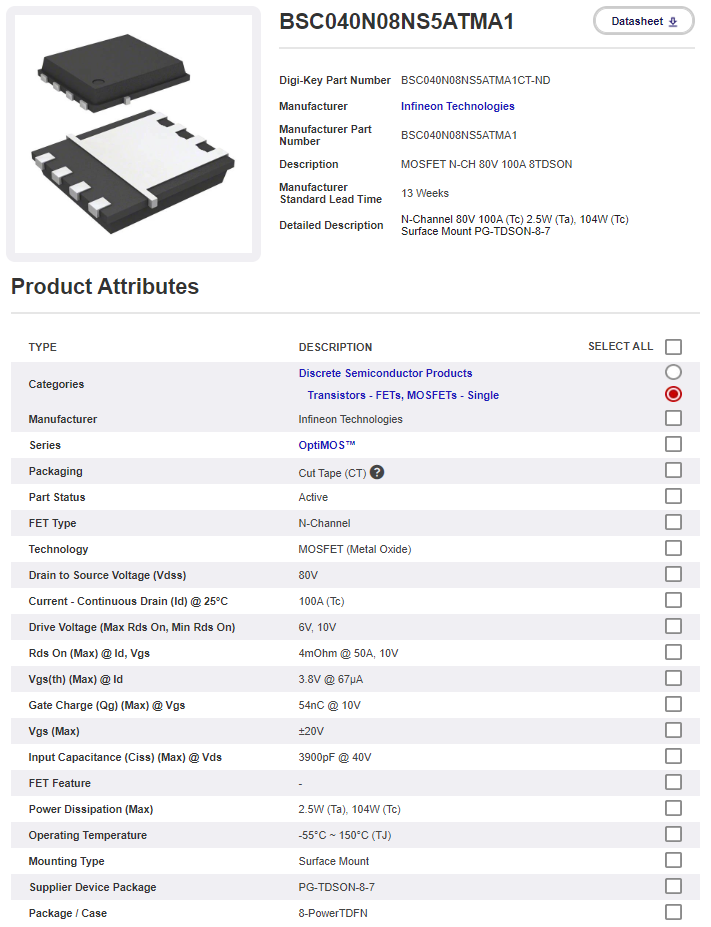
- VDS – not less than 80 V as there needs to be a safety margin above the maximum supply voltage of 50.4 V.
- RDS(on) – the less the better as this directly impacts power loss and heat dissipation of the power stage.
- Qgate – the less the better since the lower the Qgate, the faster it is possible to switch the transistor, resulting in less power loss and heat dissipation.
- SMD package to keep things compact.
When speaking about the required current conducting capabilities of the power transistors, some clarifications need to be made. The current drawn from the battery (Idc) is not equal to the current that the transistors need to handle, known as the phase current (Iphase). In general, the phase current is higher than the battery current.
The relation between the DC power, AC power, and the mechanical power delivered to the shaft is a little involved. This topic is covered in detail in the chapter on motor control fundamentals in the Telega Reference Manual. The synopsis is:
A helper spreadsheet is linked there as well, which allows one to determine the AC and DC power components based on the motor parameters and the required load torque and velocity. An example estimation is given below for some application:
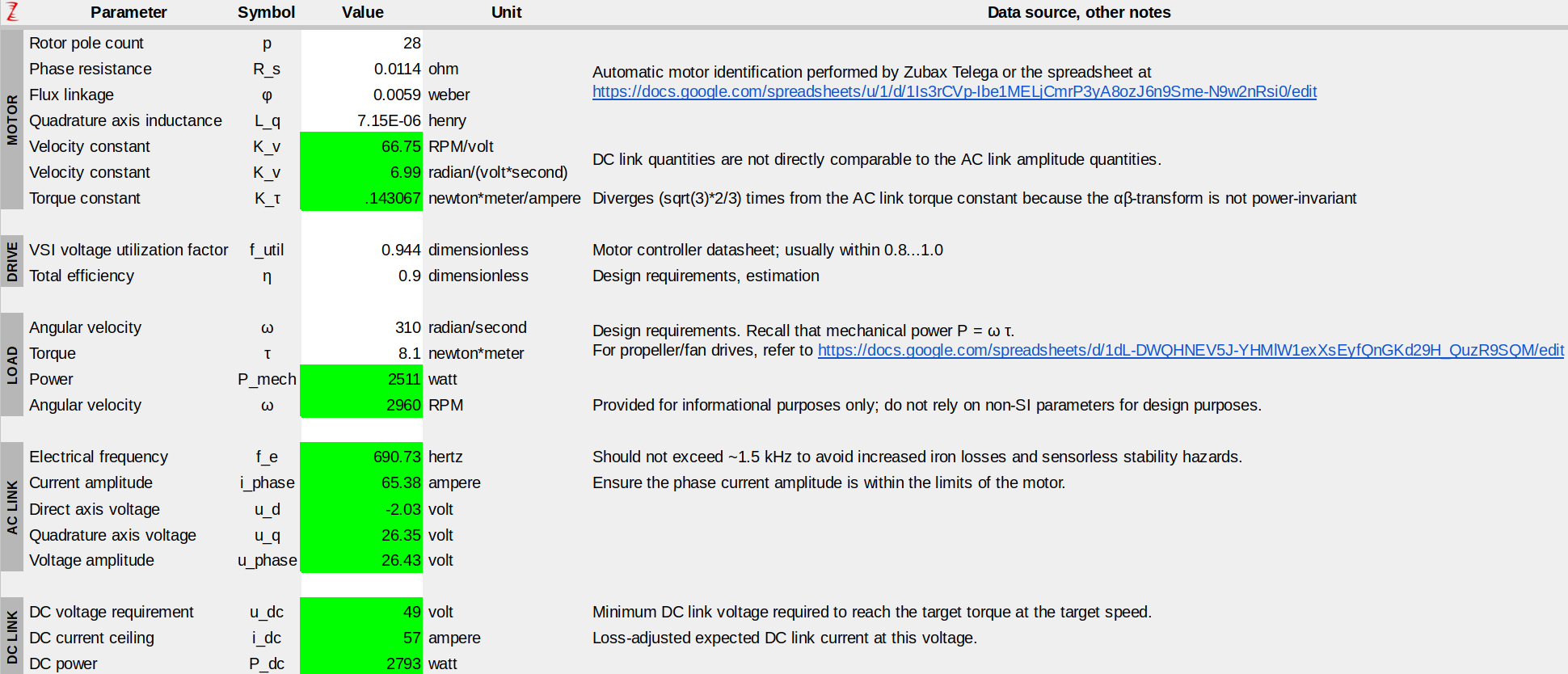
In our case, we obtain I_\text{phase_max} \approx 65 A. This is an amplitude value; the RMS is therefore I_\text{rms_max} = \frac{I_\text{phase}}{\sqrt{2}} \approx 46 A.
Important: Iphase_max is not the absolute maximum phase current that the device can handle. Rather, it is the maximum continuous phase current and is limited by the thermal budget of the device. The absolute maximum phase current (Iphase_peak) is determined by the overcurrent protection trigger level (more on that below).
Now it is possible to select a power transistor. After some research BSC040N08 from Infineon Technologies was selected:
Assuming that the maximum switching frequency for Mitochondrik in this application is 47 kHz (it is configurable from about 10 kHz up to approx. 120 kHz, more on this in the Telega Reference Manual), it is possible to calculate the average “on-time” for the transistor:

The image above shows that the selected transistor fits the application at the end of its tether. But one should keep in mind that this is valid at 25℃ transistor case temperature. As the temperature rises, things get considerably worse. And the temperature will definitely rise noticeably (more on that later).
The solution is to use two transistors in parallel per half-bridge side. Of course, it is also possible to find some bigger transistor, but due to the geometric limitations, 12 smaller transistors are preferable to 6 bigger ones.
Another important thing to check is whether the Mitochondrik can switch the selected transistors fast enough. From the Mitochondrik datasheet, the average gate drive current (Idrive_avg) is 25 mA. The gate charge of a single transistor is Q_g = 54\ nC. The transistors can be used if the following holds:
and:
where:
- n is the number of switching transistors.
In Télega, two thirds of all transistors are switched concurrently. In a typical vector control drive all transistors are switching continuously but Télega leverages sophisticated modulation strategies to reduce the switching losses. For Komar, this means 8 transistors.
This is less than the Mitochondrik’s capabilities, so the configuration is admissible.
Current shunts
There are numerous ways to measure the current flowing in the conductor: current shunts, hall effect sensors, even digital compasses as TI suggests. Mitochondrik uses the simplest and the most cost-effective approach – it measures the phase current using low-side resistive current shunts. Selecting the current shunt is always a trade-off between the heat dissipated in the shunt (i.e. power loss) and the dynamic range of the measurement. For a Mitochondrik-based controller there are two criteria for selecting shunts: 1) resistance; and 2) power rating.
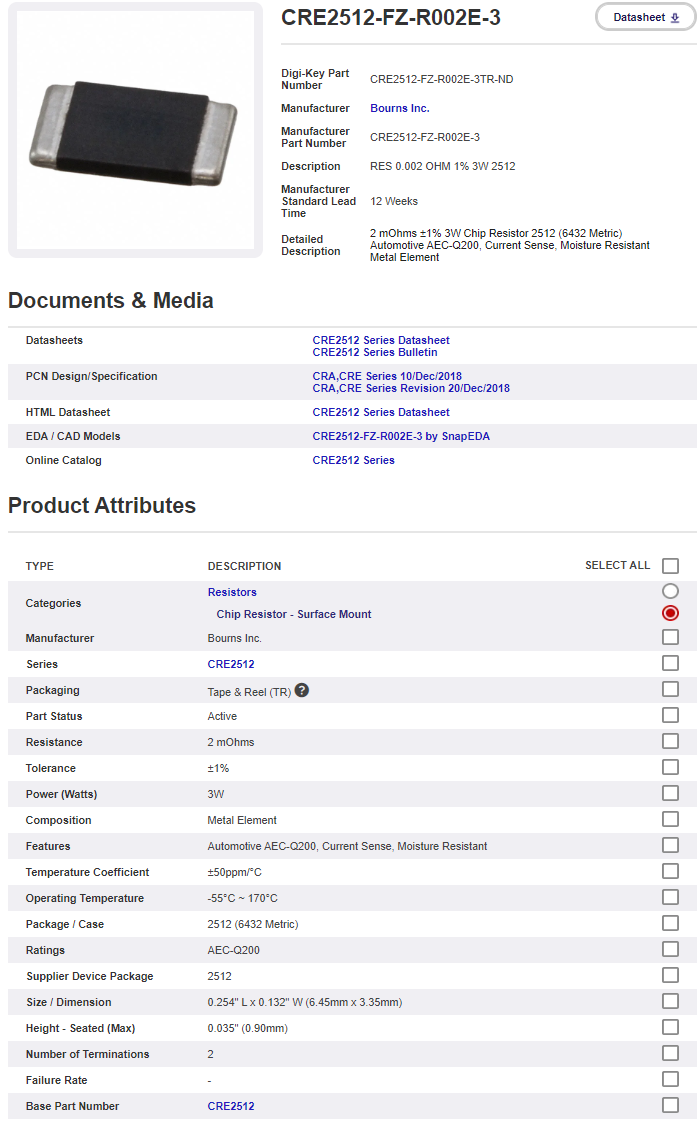
The optimal resistance of the shunt is derived from the voltage measurement dynamic range when the current reaches its maximum value. For Mitochondrik-based controllers, this is 0.135 V. The maximum phase current (Iphase_max) was determined beforehand to be 65 A. This enables us to derive the optimal resistance:
The closest standard value is 2\ \text{m}\Omega.
Mitochondrik-based controllers use current shunts on two of the three phases (A and B only). According to this, the maximum power dissipation in one current shunt can be determined as:
For the described controller, the shunt CRE2512-FZ-R002E-3 from Bourns Inc. is selected:
Capacitors
A few words about the bulk capacitance: why is it needed, in general?
The main purpose of a motor controller is to convert the electric energy stored in the battery into the mechanical energy of the spinning motor. In an ideal world, there are no parasitic effects in the electrical circuits. The motor controller would be able to draw the electrical energy without obstruction and could drive the motor at any frequency using PWM with zero rise time; all without causing any issues. The overall schematic would look like the picture below:

In real life however, parasitic properties are all over the place. With some simplification, a more realistic version of the system might look like:

While the parasitic resistance only causes the wires to heat up (and sink energy into the environment), the parasitic inductance is a different story. It limits the rate of temporal change of the supply current (\frac{dI}{dt}). The system responds to current variation with a change in voltage. The voltage ripple on the motor controller side of the system leads to several undesirable effects: heat loss, noise, distortion of measurements, and electromagnetic interference.
There is second potential pitfall that should not be forgotten. The energy conversion that takes place in the motor controller is in fact bidirectional. The spinning rotor (especially with some kind of mechanical load attached) has some kinetic energy. In the case of braking, this energy has to be removed from the rotor and redirected elsewhere. In most systems, it would go back to the battery and recharge it a bit but due to the parasitic inductance and resistance between the motor controller and the battery, this energy may induce a voltage spike on the motor controller side with the potential of causing severe adverse effects on the stability of the motor control loops or the hardware itself. This is the second reason to have local energy storage in the form of bulk capacitance within the motor controller itself.
The size of this local energy storage depends on many factors (battery wires’ length, their thickness, the way the wires are routed, etc.), so adequate design and system-level testing is always required. But there is a practical rule of thumb: use at least 20 uF of DC bulk capacitance per 1 A of DC bus current.
The capacitor bank usually consists of capacitors of two types: electrolytic capacitors with high capacitance and high ESR along with ceramic capacitors with much lower capacitance but very low ESR. Electrolytic capacitors help reduce the low-frequency ripple while ceramic ones are effective against high-frequency noise. In the absence of adequate system models, the required amount of ceramic capacitors may be determined empirically, in which case extra PCB footprints may be helpful.
One additional recommendation about the capacitor selection is that it may be beneficial to use several smaller capacitors and connect them in parallel rather than one massive capacitor. It may not only reduce the overall size of the motor controller but also reduce the effective ESR of the capacitor bank making it more effective.
These are the parameters that should be taken into consideration when selecting the capacitors:
- Voltage rating – shall be no less than Vin_max.
- Capacitance – may only be limited by the cost, size, and weight constraints.
- ESR – in general, the less the better.
- Lifetime expectancy – electrolytic capacitors tend to degrade considerably over time and this process is accelerated with the high temperatures (which is usually an issue in any motor controller).
According to the parameters above, two B41888C8227M capacitors (220µF 63V Aluminum Electrolytic Capacitor, 7000 Hrs @ 105°C) from TDK are selected.

The capacitor bank was complemented with 9 (3 per phase) 4.7 uF ceramic caps. This setup yields a total of ~460 uF, a value lower than the recommended capacity from the rule of thumb above (but then again there is a reason why it is called a “rule of thumb” and not a “rule of law”).